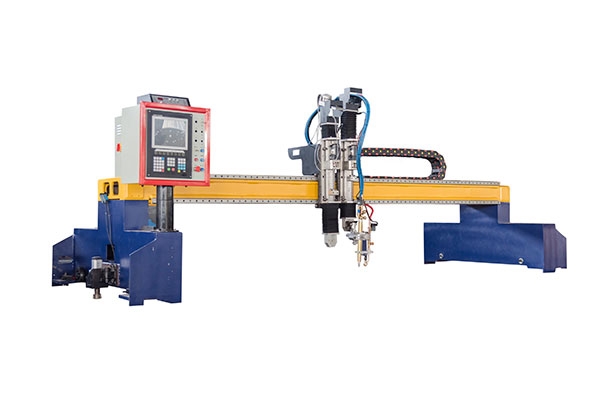
数控切割机的工作原理,即是利用割炬移动与主机轨道移动构成二维平面,完成各种形状的切割加工。切割机随着现代机械加工业地发展,对切割的质量、精度要求的不断提高,对提高生产效率、降低生产成本、具有高智能化的自动切割功能的要求也在提升。为了方便沟通与使用,一般我们将割炬移动的横向轴称为X轴。在日常的使用过程(process)中,X轴移动涉及到联轴器间隙、轴承(bearing)间隙、丝杠间隙、机械(machinery)弹性间隙等多组配件搭配(collocation),为了有效提高切割精度,总结了部分相关故障(fault)表现及处理(processing)办法,希望能给广大数控切割机用户提供参考及帮助。
1、X轴间隙太大的故障(fault)维修
故障现象:X轴间隙太大。
分析及处理(processing)过程(process):X轴间隙由联轴器间隙、轴承(bearing)间隙、丝杠间隙、机械(machinery)弹性间隙等组成。拆下X轴护板,停电关机,用手握住丝杠,来回转动,感觉自由转角较大,有较大间隙;调整X轴丝杠轴承间隙,拧紧螺母将其调紧也没有改善,故怀疑丝杠螺母有问题。将丝杠螺母与工作(job)台松脱,检查,并未发现间隙;再打开轴承座法兰,检查丝杠轴承,发现两角接触轴承(背靠背)内圈已调紧到一起,正常情况下应有间隙,说明该对轴承间隙已无调整余地。
按该轴承外径,车一厚lmm的小圆环垫在该对轴承外径中间,减去原间隙,这样该对轴承内圈就有0.8mm左右的间隙调整裕量。安装(ān zhuāng)后将轴承背紧螺母适当调紧,将参数(parameter)0535置0,用百分表测X轴间隙为0.02mm,再将参数0535设为15,测X轴间隙为0.01mm,X轴间隙得以消除。
2、X轴编码器报警的故障(fault)维修(wéi xiu)
故障(fault)现象:一台配套FANUCOMC,型号为XH754的数控机床(属性:自动化机床),加工中出现319号报警。小龙门数控切割机机电一体化的切割机称之为数控切割机,例如数控等离子、火焰切割机(CNC Cutting Machine ),它们是通过数字程序驱动机床运动的,随着机床运动时,随机配带的切割工具对物体进行切割。
分析及处理过程(process):查维修手册,提示故障(fault)原因为X轴脉冲编码(coding)器异常或通信错误,查诊断号760,发现其多位置(position )位,维修手册提示为脉冲编码器不良或反馈(feedback)电缆(Cable)不良。先检测(jiǎn cè)X轴编码器电缆插头M185正常,故判断是X轴串行编码器有问题。为确认,在电柜内将M184与M194、M185与M195及相应电动机三相驱动(Driver)线进行交换,发现故障报警变为339,故障变为Z轴,证实X轴编码器不良。更换后,故障排除。
3、超程报警的故障维修
故障(fault)现象:X轴回零时产生超程报警“OVERTRAVEL-X”。
分析(Analyse)及处理过程:巡查发现X轴报警时离行程极限相差甚远,而显示器显示的X坐标超过了X轴范围(fàn wéi),故确认是软限位超程报警。切割机随着现代机械加工业地发展,对切割的质量、精度要求的不断提高,对提高生产效率、降低生产成本、具有高智能化的自动切割功能的要求也在提升。查参数0704正常,断电,按住P键同时接通NC电源,在系统在对软限位不作检查的情况下完成回零;亦可将0704改为-99999999后回零,若没问题,再将其改回原值即可;还可按P键和CAN键开机以消除报警。

常州海别得数控机械有限公司
电话: 0519-85507881 85507882
传真: 0519-85500228
手机: 13376281778
E-mail: 82439626@qq.com
地址: 常州市天宁区青洋北路1号
网址: www.cutting.cn
 在线咨询
在线咨询